تأثیر وضعیت سازه فن بر ارتعاشات آن
فرزاد سهرابی
شرکت سیمان سفید ارومیه
دفتر فنی
farzad_sohrabi66@yahoo.com
چكيده
نابالانسی و آسیب دیدگی سازه دو عامل مهم بروز ارتعاشات در فن های صنعتی هستند؛ که در این میان، نابالانسی سهم بیشتری دارد. البته رفتار ارتعاشی فن، در پاسخ به این عوامل، دارای شابهت هایی است. این مقاله سعی در تبیین تأثیر وضعیت سازه بر ارتعاشات فن و چگونگی بررسی آن دارد. بدین منظور ابتدا دیتاهای ارتعاشی: طیف فرکانسی، سیگنال زمانی، انولوپ و بیرینگ کاندیشن از موتور و بیرینگ های فن مورد مطالعه برداشت شد؛ سپس به منظور تشخیص رفتار سازه در زمان کارکرد فن، آنالیز ODS در دستور کار قرار گرفت.
واژههاي كليدي: فن، سازه، ارتعاشات، آنالیز ODS
مقدمه
ماشین آلات دوار، نقش بسیار مهمی در صنایع مختلف از جمله: سیمان، پتروشیمی، نفت و گاز دارند. در صنعت سیمان، فن ها یکی از مهمترین تجهیزات در فرآیند تولید هستند و نقش بسیار مهمی را در کیفیت محصول و تداوم تولید ایفا می کنند. شرایط کارکرد آن ها مانند: سرعت زیاد، سایش و بعضاً دمای بالا، باعث بروز مشکلات مختلفی در آن ها شده که منتج به ارتعاشات غیر مجاز می گردد. به منظور افزایش طول عمر، کاهش هزینه های تعمیرات و توقفات، راندمان بالا و کاهش مصرف انرژی، کارکرد بدون ارتعاش آن ها بسیار حائز اهمیت است. دستیابی به این مهم، مستلزم پیاده سازی و اجرای برنامه پایش وضعیت است که می توان آنالیز ارتعاشات را مهم ترین رکن آن برشمرد.
فن مورد مطالعه و جایگاه آن در فرآیند تولید
تجهیز مورد مطالعه یک فن آویخته با نیرو محرکه 55 kw و دور نامی 1500 RPM است. سیستم انتقال قدرت تسمه- پولی، دور فن 1970 RPM ، قطر پروانه 1150 mm و وزن آن 200 kg است. سازه فن توسط 8 عدد لرزه گیر به فنداسیون متصل شده است.
در فرآیند تولید سیمان سفید، به دلیل اهمیت خنک شدن سریع کلینکر، علاوه بر خنک کاری از طریق هوا دهی توسط فن، از پاشش آب نیز استفاده می شود و به دلیل دمای بالای کلینکر، آب به سرعت تبدیل به بخار می شود. با توجه به حجم زیاد بخار و ضرورت جلوگیری از ورود آن به کوره، بایستی بخار تولید شده به کلی از مسیر فرآیند خارج شود. این عمل توسط دو عدد فن سانتریفیوژ که به صورت موازی در مسیر قرار دارند، انجام می گیرد. در پی شدت گرفتن سطح ارتعاشات یکی از آن ها، فن مذکور مورد مطالعه قرار گرفت.

شکل 1- فن مورد مطالعه
تحلیل پارامترهای مؤثر بر ارتعاشات
در شکل 2 مقادیر دامنه ارتعاشات موتور و بیرینگ های فن نشان داده شده است. در طیف فرکانسی مربوط به جهت عمودی، بیرینگ سمت پولی(شکل 3)، پیک غالب در فرکانس یک برابر دور(1×RPM) به طور مشخص قابل مشاهده است و سیگنال زمانی آن تقریباً به صورت سینوسی خالص است(شکل7). این شرایط در وهله اول می تواند حاکی از نابالانسی باشد.
با دقت در شکل5، هارمونیک های فرکانس کنس خارجی بیرینگ سمت پولی(SKF-2313k) با دامنه کم مشاهده می شود. همچنین در سیگنال زمانی آن(شکل7)، به جز ترانکیشن جزئی در قله موج، مورد دیگری مشاهده نمی شود. پارامتر وضعیت بیرینگ (BC) نیز مقدار بالایی ندارد(شکل3)، که مجموعه ی این عوامل می تواند بیانگر یک آسیب دیدگی اولیه در بیرینگ باشد. البته BCرا به عنوان یک پارامتر مستقل در خصوص وضعیت بیرینگ نمی توان در نظر گرفت و مقدار آن می تواند تحت تأثیر وضعیت ماشین قرار گیرد. ابتدا بایستی طیف فرکانسی، سیگنال زمانی و طیف انولوپ را بررسی نموده، سپس به عنوان یک پارامتر مکمل و با در نظر گرفتن شرایط ماشین، مقدار BC را اعمال نمود.
با توجه به بزرگی و غالب بودن ارتعاش در فرکانس(1×RPM)، سایر موارد از جمله وضعیت بیرینگ، می تواند تحت تأثیر آن قرار گرفته و در طیف ها و سیگنال ها به خوبی قابل مشاهده نباشند. به منظور درک بهتر این مسئله نتایج نمونه برداری های قبل از شدت گرفتن میزان ارتعاشات را با نمونه های بعد از آن مقایسه می کنیم. در جدول 1 مقادیر پارامترهای اندازه گیری شده قبلی و فعلی، با فاصله زمانی تقریباً یک ماه و نیم، مقایسه شده اند. همچنین آثار آسیب دیدگی بیرینگ در سیگنال زمانی مربوط به قبل از شدت گرفتن ارتعاشات(شکل6) به صورت مدولاسیون و در طیف انولوپ گرفته شده همزمان با آن(شکل8)، به صورت هارمونیک ها و ساید باندهای فرکانس خرابی کنس خارجی بیرینگ، به صورت مشخص قابل مشاهده است. حال آنکه
پس از شدت گرفتن و غالب شدن ارتعاش در فرکانس(1×RPM)، به خوبی قابل مشاهده نیستند(شکل9). البته فرکانس های خرابی بیرینگ در مراحل پایانی خرابی آن به صورت مشخص و واضح، در طیف های فرکانسی و انولوپ قابل رؤیت نیستند و به صورت نویز ظاهر می شوند. با توجه به شرایط موجود، وضعیت بیرینگ نمی تواند تأثیر قابل توجهی در شرایط ارتعاشی فن داشته باشد.
جدول 1- مقایسه پارامترهای اندازه گیری شده قبل و بعد از شدت گرفتن ارتعاشات با فاصله زمانی یک ماه و نیم
[table id=4 /]

شکل 3- طیف فرکانسی جهت عمودی، بیرینگ سمت پولی

شکل 4- طیف فرکانسی جهت عمودی، بیرینگ سمت پولی، قبل از افزایش ارتعاشات فن

شکل 5- طیف فرکانسی جهت عمودی، بیرینگ سمت پولی، پس از افزایش ارتعاشات فن

شکل 6- سیگنال زمانی جهت عمودی، بیرینگ سمت پولی، قبل از افزایش ارتعاشات فن

شکل 7- سیگنال زمانی جهت عمودی، بیرینگ سمت پولی، پس از افزایش ارتعاشات فن

شکل 8- طیفEnvelope جهت عمودی، بیرینگ سمت پولی، قبل از افزایش ارتعاشات فن

شکل 9- طیفEnvelope جهت عمودی، بیرینگ سمت پولی، پس از افزایش ارتعاشات فن
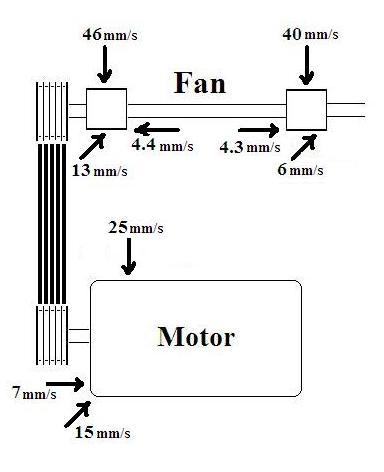
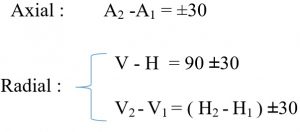
با توجه به کمتر بودن میزان سختی اتصالات سازه به فنداسیون در جهت افقی نسبت به جهت عمودی، عموماً انتظار می رود در صورت بروز مشکلاتی مانند نابالانسی، میزان ارتعاشات در جهت افقی بیشتر باشد، اما در صورتی که اتصال سازه به فنداسیون بوسیله لرزه گیر باشد، امکان بالاتر بودن میزان ارتعاشات در جهت عمودی بیشتر است. با توجه به شرایط فن های آویخته ، در صورت وقوع نابالانسی، معمولاً ارتعاشات محوری نیز به طور قابل محسوس افزایش می یابد در حالی که با دقت در مقادیر موجود در شکل10 اختلاف قابل توجهی مابین میزان ارتعاشات جهت عمودی و محوری وجود دارد. همچنین وضعیت فازها(شکل11) مشخصاً نشان دهنده شرایط نابالانسی نیستند؛ وضعیت فازها در فن های آویخته در صورت وقوع نابالانسی به گونه ایست که معمولاً در جهت محوری هم فاز و در جهت شعاعی اختلاف فاز بیرینگ ها در جهت افقی با اختلاف فاز عمودی آن ها هم خوانی دارد.
شکل 10- شماتیک دامنه ارتعاشات
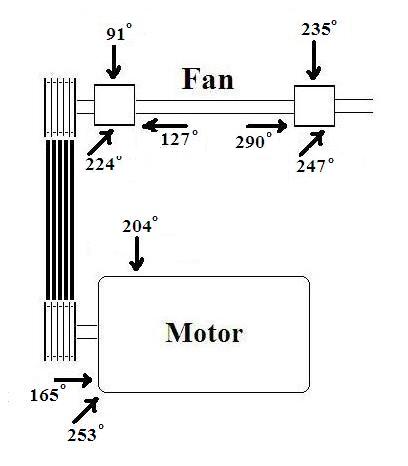 شکل 11- شماتیک مقادیر فازها
شکل 11- شماتیک مقادیر فازها
با در نظر گرفتن موارد ذکر شده ، فرضیه آسیب دیدگی سازه تقویت می شود. در این صورت انجام آنالیز ODS(تغییر شکل هنگام عملیات)، می تواند رفتار سازه را در زمان کارکرد فن مشخص کند.تغییر شکل اجسام، ماشین آلات یا سازه ها در اثر ارتعاشات و بررسی حرکت(شامل اندازه و جهت) نقاط مختلف آن ها نسبت به یکدیگر.
بدین منظور تعدادی نقاط روی سازه مشخص شده و زوایای فاز و مقادیر ارتعاشات در جهت عمودی در این نقاط اندازه گیری و مقایسه می شود. مقادیر نزدیک به هم نشان دهنده حرکت هم سو و یکسان قسمت های مختلف سازه است. در اینجا، نتایج به دست آمده با اندازه گیری فازها در جهت عمودی روی یاتاقان ها هم خوانی دارد(شکل11). با در نظر گرفتن اختلاف فاز عمودی به میزان حدودی 150o در فاصله ای حدود 70 cm روی سازه، تاب برداشتن سازه در این ناحیه محرض می شود. در چنین شرایطی، به منظور رفع تنش موجود و ارتعاشات ناشی از آن، بایستی اقدام به تقویت سازه در ناحیه مورد نظر گردد و در صورت عدم رفع مشکل و بحرانی شدن وضعیت آن، بایستی سازه تعویض شود. با توجه به تشابه دیتاهای ارتعاشی موجود با حالت نابالانسی ، در صورت تشخیص اشتباه و اقدام به عملیات بالانس، امکان کاهش میزان ارتعاشات به صورت موقت وجود دارد، ولی قطعاً مشکل سازه حل نشده و ارتعاشات دوباره افزایش پیدا خواهند کرد.
در خصوص فن مورد بررسی، با توجه به انجام عملیات بالانس در فواصل زمانی کوتاه؛ به دلیل تنش های اعمال شده به سازه معیوب در زمان استارت های متوالی مربوط به عملیات بالانس(با توجه به دور ثابت بودن موتور فن)، میزان ارتعاشات فن شدیداً افزایش یافت و منجر به شکسته شدن یاتاقان ها، خرابی بیرینگ ها و بریدن پیچ های نافی پروانه شد. شکل12 وضعیت ارتعاشی فن را پس از تعویض سازه نشان می دهد. دامنه ارتعاش آن از 46.37 mm/s به 6.12 mm/s کاهش یافته و همانگونه که قبلاً ذکر شد، باتوجه به رسوب مواد روی پره ها به دلیل رطوبت ناشی از بخار، مقدار ارتعاش به حد ایده آل نمی رسد.

شکل 12- طیف فرکانسی جهت عمودی، بیرینگ سمت تسمه، پس از نصب سازه جدید
روند وقوع خرابی
با توجه به وجود حجم زیاد گرد و غبار در صنعت سیمان، علیرغم وجود فیلترهای متعدد، همیشه مقداری گرد و غبار همراه با بخار توسط فن مذکور مکش می شود که به علت وجود رطوبت ناشی از بخار، روی پره های فن رسوب می کند. در نتیجه کارکرد آن، با مقداری نابالانسی همراه است. به دلیل اهمیت بالای این فن در فرآیند تولید، نمی توان آن را در فواصل زمانی کوتاه، به منظور نظافت پره ها خاموش کرد. در این صورت میزان ارتعاشات فن همیشه بیشتر از حد مجاز بوده که باعث بالا رفتن نرخ خرابی در آن می شود. با توجه به کارکرد فن با ارتعاشات بالا در دراز مدت، اتصالات سازه به فنداسیون در ناحیه زیر نشیمنگاه یاتاقان ها که بیشتر در معرض تنش است، دچار آسیب دیدگی شده و سطح ارتعاشات آن افزایش یافت. در زمان تعویض لرزه گیر تعبیه شده در ناحیه مذکور، به دلیل خارج نشدن پیچ های بریده شده آن، در شرایطی که کلیه قسمت های دیگر سازه به فنداسیون متصل بوده، با استفاده از اعمال نیروی زیاد، این قسمت از سازه را به سمت بالا کشیده و لرزه گیر معیوب را خارج ساخته که منتج به تاب برداشتن سازه در این ناحیه شده بود.
مشکلات پس از نصب سازه جدید
دو ماه پس از نصب سازه جدید، سطح ارتعاشات فن مجدداً افزایش یافت و منجر به ترک خوردن و شکستگی های مکرر سازه در ناحیه مابین موتور و فن شد(شکل13) و علیرغم جوشکاری های متعدد شرایط همچنان ادامه داشت. تشخیص اولیه تاب برداشتن سازه در این ناحیه، مربوط به جوشکاری های انجام شده در زمان ساخت سازه جدید بود. با اندازه گیری فازها و مقادیر ارتعاشات روی سازه در جهت عمودی، نتیجه حاکی از اختلاف فاز حدود 150o در دو سمت این ناحیه بود که بیانگر حرکت سازه در جهت های تقریباً مخالف است. در این مورد راهکار ارائه شده، نصب چند عدد استیفنر به صورت عمود بر صفحات سازه به منظور رفع تنش موجود در این ناحیه بود که مثمر ثمر واقع شد.
در مورد بالا رفتن سطح کلی ارتعاشات پس از تعویض سازه فن می توان اظهار داشت که با توجه به استفاده از ورق های همجنس ولی سبک تر در ساخت سازه جدید، وزن سازه نسبت به طراحی اصلی آن کاهش یافته و با توجه به رابطه (1) 
می توان گفت فرکانس طبیعی سازه افزایش یافته و به محدوده کاری فن نزدیک شده است.

شکل 13- سازه جدید(محل های شکستگی)
نتایج
در پی شدت گرفتن ارتعاشات فن مورد بررسی، علاوه بر توقفات و خرابی های پی در پی، کارکرد آن به شدت مخاطره آمیز بود که این مسئله بیانگر اهمیت بالای اجرای برنامه CM در کاهش توقفات و خرابی ماشین آلات صنعتی می باشد. در این زمینه می توان به آنالیز ارتعاشات به عنوان اصلی ترین رکن پایش وضعیت ماشین آلات دوار اشاره کرد.
با توجه به نقش کلیدی سازه فن در وضعیت ارتعاشی آن، در صورت بروز مشکلات ارتعاشی در فن ها، پس از اندازه گیری و تحلیل پارامترهای معمول، بایستی بررسی وضعیت سازه در دستور کار قرار گیرد، که در این خصوص آنالیزODS با مشخص کردن رفتار سازه در زمان کارکرد فن بسیار مؤثر است.
مراجع
[1] The Vibration Analysis Handbook, James I.Taylor
[2] Vibration Analysis Handbook, Mobius Institute
[3] Root Cause Failure Analysis, R. Keith Mobley
[4] Maintenance Fundamentals, R. Keith Mobley
[5] Fan Handbook, Frank P.Bleier
بدون دیدگاه